


خط تولید بشکههای بزرگ ۳۰ تا ۵۰ لیتری اتوماتیک








خط تولید بشکههای بزرگ ۳۰ تا ۵۰ لیتری اتوماتیک
خط تولید قوطی گرد اتوماتیک
مناسب برای تولید خودکار بشکههای بزرگ 30 تا 50 لیتری,
سه صفحه فلزی:بدنه قوطی، پوشش قوطی و کف قوطی.قوطی استاستوانهایشکل.
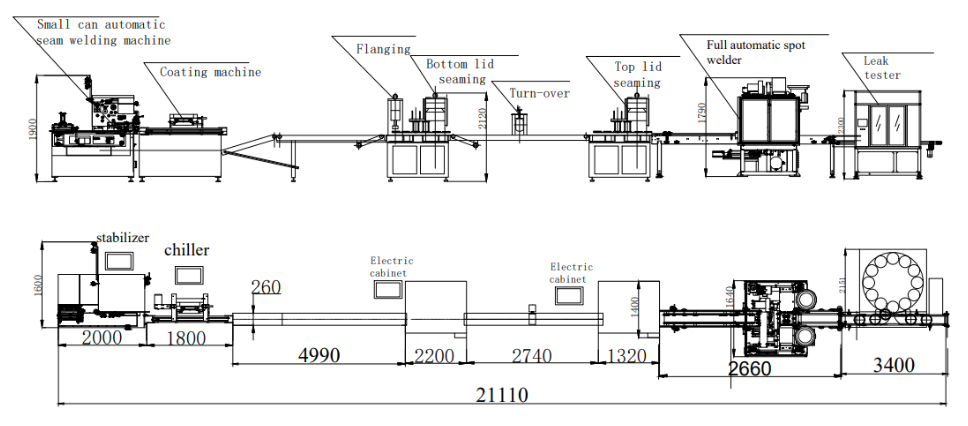
جریان فنی:
برش ورق قلع تا حد گرد کردن (برش)-جوشکاری-بیرونیپوشش-فلنج کردن-درب پایینتغذیه-درزگیری-چرخشبیش از Tدرب بازکنتغذیه-درزگیری-+گوش گیرجوشکاری-تست نشتی - بسته بندی
خط تولید بشکه سازی موجود است،برای دریافت اطلاعات دقیق اینجا کلیک کنید.
چگونه این خط تولید بشکه را اداره کنیم؟
ابتدا مواد بدنه قوطی برش خورده را داخل میز تغذیه دستگاه جوش مقاومتی اتوماتیک قرار دهید، توسط مکندههای خلاء مکیده شده و قوطیهای قلع را یکی یکی به غلتک تغذیه ارسال کنید. از طریق غلتک تغذیه، قوطی قلع تکی به غلتک گرد کننده تغذیه میشود تا فرآیند گرد کردن را انجام دهد، سپس به مکانیزم شکلدهی گرد کننده تغذیه میشود تا گرد کردن انجام شود. بدنه به دستگاه جوش مقاومتی تغذیه شده و پس از قرارگیری دقیق، جوشکاری انجام میشود.
پس از جوشکاری، بدنه قوطی به طور خودکار برای پوشش بیرونی، پوشش داخلی یا پوشش پودری داخلی به نوار نقاله مغناطیسی دوار دستگاه پوششدهی منتقل میشود که این امر به نیازهای مختلف مشتری بستگی دارد. این کار عمدتاً برای جلوگیری از قرار گرفتن خط درز جوش جانبی در معرض هوا و زنگزدگی استفاده میشود. سپس بدنه قوطی به دستگاه ترکیبی منتقل میشود و در حالت ایستاده از طریق نوار نقاله عمودی عبور میکند و توسط گیره به ایستگاه فلنجینگ ارسال میشود. کار فلنجینگ با ضربه زدن به قالب فلنجینگ بالایی و پایینی به پایان میرسد.
پس از آن، بدنه قوطی فلنجدار به تغذیهکننده درب پایینی اتوماتیک ارسال میشود، از طریق حسگر تشخیص بدنه قوطی ورودی، تغذیهکننده درب به طور خودکار درب پایینی را به بالای بدنه قوطی ارسال میکند و هر دو به موقعیت زیر قطعه درزگیری ارسال میشوند، سینی بالابر بدنه قوطی و کف آن را برای درزگیری به سر دستگاه درزگیری میفرستد.
پس از دوخت یک سر، به دستگاه برش بدنه قوطی فرستاده میشود تا بدنه قوطی را برگرداند، سپس دوباره درب بالایی به صورت خودکار تشخیص داده شده و دوخت انجام میشود. در نهایت، به دستگاه جوش خودکار دو نقطهای گوش (گوشه گیر) منتقل میشود، از طریق شاخصگذاری خودکار درز جوش جانبی، انتقال نوار نقاله بادامکی، شکستن مکانیکی رنگ، همچنین مجهز به دیسکهای لرزان گوش خودکار، کار جوشکاری دقیق روی قوطی گرد کوچک را به پایان میرساند.
در نهایت، قوطی نهایی توسط نوار نقاله به ایستگاه تست نشتی خودکار منتقل میشود. پس از بازرسی دقیق منبع هوا، محصولات فاقد صلاحیت شناسایی و به یک منطقه ثابت منتقل میشوند و محصولات واجد شرایط برای بستهبندی نهایی به میز کار بستهبندی میآیند.
ترکیب تجهیزات خط تولید اتوماتیک قوطیهای گرد

| برش اول (حداقل عرض) | ۱۵۰ میلیمتر | برش دوم (حداقل عرض) | ۶۰ میلیمتر |
| سرعت (عدد در دقیقه) | 32 | ضخامت ورق | 0.12-0.5 میلیمتر |
| قدرت | ۲۲ کیلووات | ولتاژ | ۲۲۰ ولت/۳۸۰ ولت/۴۴۰ ولت |
| وزن | ۲۱۰۰۰ کیلوگرم | ابعاد (طول * عرض * ارتفاع) | ۲۵۲۰X۱۸۴۰X۳۹۸۰ میلیمتر |

| مدل | سی تی پی سی-۲ | ولتاژ و فرکانس | 380 ولت 3 لیتر + 1 نیوتون متر + پلی اتیلن |
| سرعت تولید | 5-60 متر در دقیقه | مصرف پودر | 8-10 میلیمتر و 10-20 میلیمتر |
| مصرف هوا | 0.6 مگاپاسکال | محدوده بدنه قوطی | قطر ۵۰ تا ۲۰۰ میلیمتر قطر ۸۰ تا ۴۰۰ میلیمتر |
| نیاز به هوا | 100-200 لیتر در دقیقه | مصرف برق | ۲.۸ کیلووات |
| ابعاد دستگاه | 1080 * 720 * 1820 میلیمتر | وزن ناخالص | ۳۰۰ کیلوگرم |

| محدوده فرکانس | ۱۰۰-۲۸۰ هرتز | سرعت جوشکاری | 6-15 متر در دقیقه |
| قابلیت تولید | 15-35 قوطی در دقیقه | قطر قوطی قابل اجرا | Φ220-Φ350 میلیمتر |
| ارتفاع قوطی قابل اجرا | ۲۲۰-۵۵۰ میلیمتر | مواد قابل استفاده | ورق قلع اندود، پایه فولادی، ورق کروم |
| ضخامت مواد قابل اجرا | 0.2 ~ 0.6 میلیمتر | قطر سیم مسی قابل اجرا | Φ1.7 میلیمتر، Φ1.5 میلیمتر |
| آب خنک کننده | دما: ۱۲-۲۰ درجه سانتیگراد فشار: >۰.۴ مگاپاسکال جریان: ۴۰ لیتر در دقیقه | ||
| قدرت کل | ۱۲۵ کیلووات | ابعاد | 2200 * 1520 * 1980 میلیمتر |
| وزن | ۲۵۰۰ کیلوگرم | پودر | ۳۸۰ ولت ± ۵٪ ۵۰ هرتز |

دستگاه پوشش
| محدوده ارتفاع قوطی | 50-600 میلیمتر | محدوده قطر قوطی | ۵۲-۴۰۰ میلیمتر |
| سرعت غلتک | 5-30 متر در دقیقه | نوع پوشش | پوشش غلتکی |
| عرض لاک | ۸-۱۵ میلیمتر ۱۰-۲۰ میلیمتر | منبع تغذیه اصلی و بار فعلی | ۲۲۰ ولت ۰.۵ کیلووات |
| مصرف هوا | 0.6 مگاپاسکال 20 لیتر در دقیقه | ابعاد دستگاه و وزن خالص | 2100 * 720 * 1520 میلی متر 300 کیلوگرم |

| قدرت مشعل | ۱-۲ کیلووات | سرعت گرمایش مشعل | 4 تا 7 متر در دقیقه |
| قطر قوطی کوچک مناسب | Φ45-Φ176 میلیمتر | قطر قوطی بزرگ مناسب | Φ176-Φ350 میلیمتر |
| ارتفاع قوطی | ۴۵ میلیمتر تا ۶۰۰ میلیمتر | آب خنک کننده | >0.4 مگاپاسکال، 12-20℃، 40 لیتر در دقیقه |
| مصرف هوا | ≥50 لیتر در دقیقه> 0.5 مگاپاسکال | ||

دستگاه ترکیب بدنه قوطی اتوماتیک
| ظرفیت تولید | 25-30 دور در دقیقه | محدوده قطر قوطی | ۲۰۰-۳۰۰ میلیمتر |
| محدوده ارتفاع قوطی | ۱۷۰-۴۶۰ میلیمتر | ضخامت | ≤0.4 میلیمتر |
| قدرت کل | ۴۴.۴۱ کیلووات | فشار سیستم پنوماتیک | 0.3-0.5 مگاپاسکال |
| اندازه نوار نقاله عمودی بدنه | 4260 * 340 * 1000 میلی متر | اندازه دستگاه ترکیبی | 3800 * 1770 * 3200 میلیمتر |
| اندازه کاربین برقی | 700 * 450 * 1700 میلیمتر | وزن | 9T |
چیدمان خط تولید
ساخت کاردستی با قوطی حلبی

30-50L بشکه بزرگ نمودار جریان
ارائه دهنده پیشرو چیندستگاه ساخت قوطی حلبی ۳ تکهودستگاه ساخت قوطی آئروسلشرکت تجهیزات هوشمند چانگتای، یک کارخانه باتجربه در زمینه ماشین آلات قوطی سازی است. سیستمهای قوطی سازی ما شامل جدا کردن، شکل دادن، گلویی کردن، لبهدار کردن، مهرهدوزی و درزگیری، دارای مدولاریتی و قابلیت فرآیندی سطح بالا هستند و برای طیف وسیعی از کاربردها مناسب میباشند. با ابزاردهی مجدد سریع و ساده، بهرهوری بسیار بالا را با کیفیت بالای محصول ترکیب میکنند و در عین حال سطوح ایمنی بالا و محافظت مؤثر را برای اپراتورها ارائه میدهند.
-

دستگاه جوش قوطی حلبی 200-401 170 میلی لیتر-2.5 لیتر حلبی ...
-

دستگاه جوش قوطی کنسرو 211-700 مدل 247ml-8L دستگاه جوش قوطی کنسرو ...
-

بشکه بزرگ فلزی گرد 30 لیتری-50 لیتری برای نفت ...
-

بشکه بزرگ فلزی گرد 30 لیتری-50 لیتری برای نفت ...
-

قوطیهای روغنی ۵ لیتری تا ۲۵ لیتری، قوطیهای گرد، قوطیهای مربعی...
-

دستگاه برش چاقوی دایرهای دوتایی اتوماتیک